


TGK 10 Derin Delik CNC Sıyırma ve Haddeleme Makinası
Makine Karakteri
TGK10 serisi CNC sıyırma ve haddeleme makinesi, sabit iş parçasının işleme yöntemini ve aletin döner beslemesini benimser.Takım tezgahı, iş parçalarının iç deliklerinin delme, kazıma ve haddeleme işlemlerini gerçekleştirebilir, işleme yöntemi basittir ve işlenmiş ürünler yüksek hassasiyete sahiptir.Bu takım tezgahının ana avantajları, yüksek işleme verimliliği, istikrarlı performans ve verimliliğin geleneksel derin delik delme makineleri ve honlama makinelerinin 5 ila 10 katı olmasıdır;Akıllı kontrol derecesi yüksektir ve takım tezgahının her eylem komutunun dijital kontrolü ve izlenmesi basit ve kullanışlıdır.kullanımı kolay.

Makine Parametreleri
| NO | Öğeler | Tanım |
| 1 | İç Çap Aralığı İşleme | Φ35-100mm |
| 2 | İşleme Derinliği Aralığı | 1000mm-12000m |
| 3 | Makine Kılavuz Yolu Genişliği | 500 mm |
| 4 | Mil Merkezi Yüksekliği | 350 mm |
| 5 | İş Mili Hızı, Kaliteler | 5-1200rpm, 4 vites, kademesiz |
| 6 | Ana Motor | 45KW, AC servo motor |
| 7 | Besleme Hızı Aralığı | 5-3000mm/dak (kademesiz) |
| 8 | Taşıma Hızlı Hareket Hızı | 6000 mm/dak |
| 9 | Fikstür Sıkma Aralığı | Φ40-150mm |
| 10 | Besleme motoru | 40N.m(Siemens AC servo motor) |
| 11 | Soğutma Sistemi Motorları | N=7,5kw 11kw 15kw |
| 13 | Soğutma Sistemi Nominal Basıncı | 2,5MPa |
| 14 | Soğutma Sistemi Akışı | 237L/dak, 201L/dak, 153L/dak (3 takım) |
| 15 | Hidrolik Sistem Nominal Basıncı | 7 MPa |
| 16 | Hava basıncı | ≥0,4MPa |
| 17 | Kontrol sistemi: | Siemens 828D |
| 18 | Güç kaynağı | 380V.50HZ, 3 Faz (Özelleştirme) |
| 19 | Makine ölçüsü | U*2400*2100*(U*G*Y) |
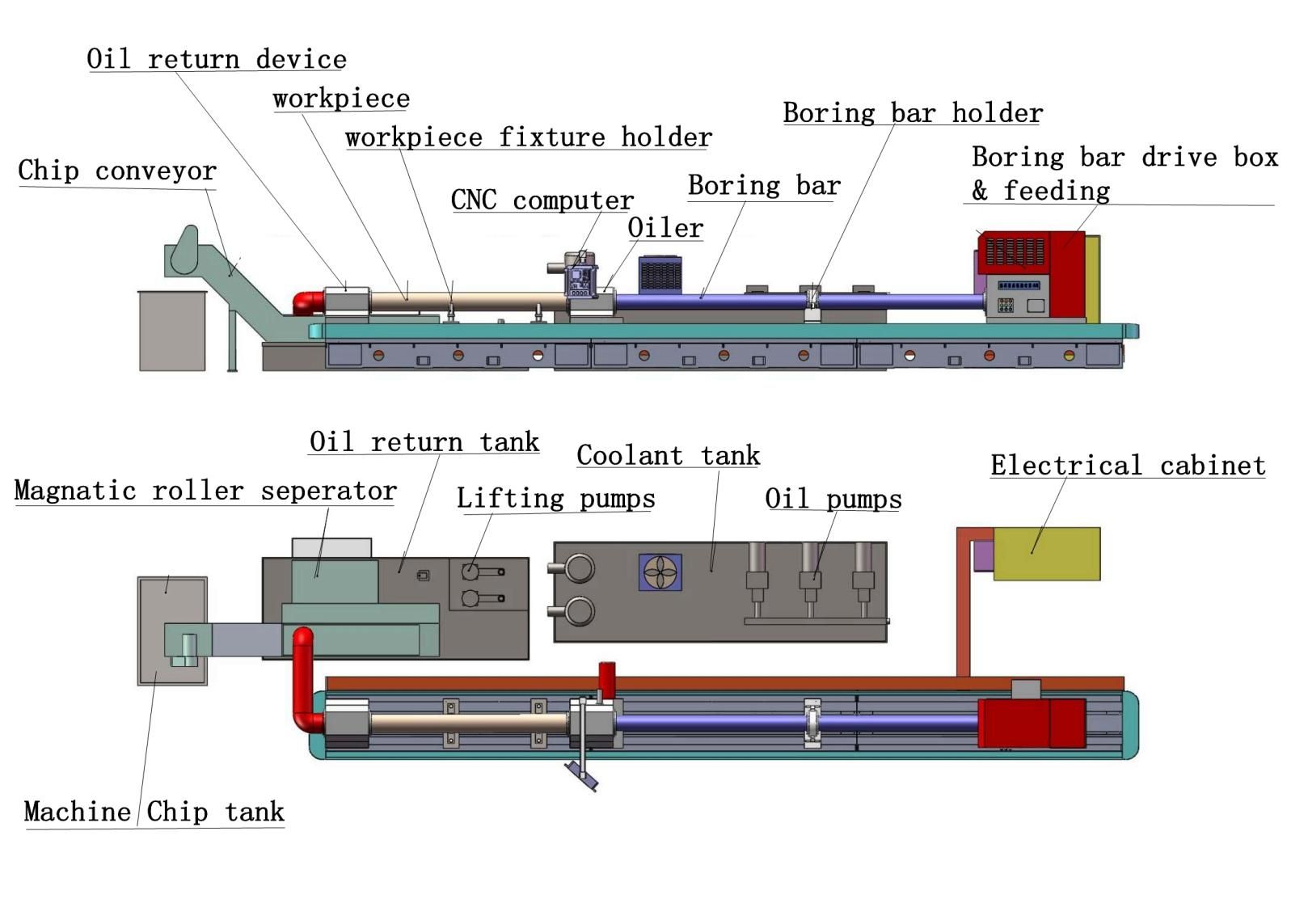
Önemli Makine Parçaları

1. Makine Yatağı
Yatak, çift dikdörtgen düz kılavuz rayı yapısını benimser ve kılavuz rayı genişliği 500 mm'dir.Yatak gövdesi, takım tezgahının temel bileşenidir ve sertliği, tüm takım tezgahının çalışma performansını ve çalışma doğruluğunu doğrudan etkiler.
2. Sondaj Çubuğu Tahrik Kutusu
Delik barası kutusu entegre bir döküm yapısıdır ve besleme tepsisine monte edilir.Dönme hızının seçimi iş parçası malzemesi, sertliği, kesici takım ve talaş kırılma durumu gibi faktörlere göre belirlenebilmektedir.Farklı hızlara göre sayısal kontrol sisteminin programlanması yoluyla ayarlanabilir ve mil yatakları NSK gibi Japonya'dan ithal edilmektedir.Delik işleme çubuğu kutusunun ana işlevi, takımı dönmeye yönlendirmektir



3. Yağ Besleyici ve Yağ Toplayıcı Sistemi
Yağ alıcısı takım tezgahının ortasında bulunur.Yağ alma kısmının ana fonksiyonları şunlardır: 1. İş parçasına soğutucu girişi.2. Yağlayıcının ön ucu, iş parçasının üst plakasında, kazıyıcı işlemi sırasında giriş kılavuzunu gerçekleştirebilen bir alet kılavuz manşonuyla donatılmıştır.Yağ geri dönüş cihazı, yatağın eksenel yönü boyunca hareket edebilen ve sabitlenebilen takım tezgahının sol ucunda bulunur.Yağ geri dönüş cihazının ana fonksiyonları şunlardır: Yağ geri dönüş gövdesinin alt kısmı yatağın ortasındaki T şeklindeki vida çubuğuna bağlanır ve eksenel hareket, işlem sırasında iş parçasının önceden konumlandırılmasını gerçekleştirir;bir servo motor kriko cihazı ile donatılmıştır (çünkü kriko en gelişmiş servoyu benimser. Motor kriko, hidrolik kriko yönteminin yerini alır, böylece kriko kuvvetinin ayarlanması gerçekten dijital kontrolü gerçekleştirir. İş parçasının duvar kalınlığı ve çapı farklıdır. ve nozul deformasyonunu en büyük ölçüde önlemek için farklı kaldırma kuvvetleri seçilmiştir.)
4. Makine Besleme Sistemi
Tayvan Shangyin yüksek hassasiyetli bilyalı vida çifti, takım tezgahı gövdesinin oluğunun orta ve arka yarısına monte edilmiştir ve beslemeyi gerçekleştirmek için uçta 5.5KW AC servo motorla çalıştırılan bir besleme kutusu vardır. takım besleme paleti (delme çubuğu kutusu) tarafından.Besleme hızı kademesiz olarak ayarlanabilir ve takım hızla geri çekilebilir.Makine yatağı gövdesinin oluğunun ön yarısı, yağ geri dönüş cihazını beslemek, iş parçası konumunu ayarlamak ve sıkıştırmak için kullanılan T şeklinde bir vida ve bir besleme kutusu ile donatılmıştır.Besleme sisteminin tamamı yüksek hassasiyet, iyi sertlik, düzgün hareket ve iyi hassasiyet tutma avantajlarına sahiptir.


5. Sıkıcı Çubuk Destek Sistemi
Delik işleme barasının destek manşonu braket gövdesine vidalarla sabitlenir ve farklı delik işleme baralarının değiştirilmesi kolay ve hızlı olan delik işleme barası ile birlikte değiştirilir.Esas olarak delik işleme çubuğunun desteklenmesi, delik işleme çubuğunun hareket yönünün kontrol edilmesi ve delik işleme çubuğunun titreşiminin emilmesi rolünü oynar.Dönme fonksiyonlu iç destek manşonu
6. İş Parçası Fikstür Destek Sistemi
İş parçasını desteklemek için iki set V şeklinde blok braket ile donatılmıştır.Vida ve somun kaldırma, farklı iş parçası çaplarına göre isteğe göre ayarlanabilir.Esas olarak iş parçası yük taşıma ve ayarlama rolünü ve delme deliğinin konumunu oynar.

7. Hidrolik Sistem
Takım tezgahı, hidrolik aletin genleşmesini ve büzülmesini kontrol etmek için kullanılan ve yuvarlanma hareketinin kontrol sistemini tamamlamak için delik işleme çubuğu kutusunun hidrolik otomatik kaymasını kontrol etmek için kullanılan özel bir hidrolik sistemle donatılmıştır.Nominal basınç 7Mpa'dır.Ana bileşenler ithal petrol araştırma serisi ürünleridir.

8. Soğutucu Filtre Sistemi
Soğutma talaş giderme ve filtreleme sistemi: esas olarak takım tezgahının arkasında bulunur, zincir plakalı otomatik talaş kaldırma makinesi (kaba filtre) ile filtrelendikten sonra → birinci seviye yağ filtresi → ikinci seviye yağ filtresi ve sedimantasyondan sonra üçüncü seviye filtreleme ve filtreleme.
9.Elektrik Sistemi
Ana kontrol kutusu, çalışma kutusu, terminal kutusu ve kablolardan oluşur.Ana elektrik bileşenleri Schneider markasıdır.Elektrik kontrol kutusu için (klima soğutma).Ana kablolama kısmı havacılık fişi yapısını benimser.Kablolar ulusal standardı benimser ve zayıf akım kabloları korumalı kabloları benimser.Kablolama, güçlü ve zayıf elektrik izolasyonuna tam olarak uygun şekilde düzenlenmiştir.

| NO | Öğeler | Markalar | NO | Öğeler | Markalar |
| 1 | Makine metal gövdesi | Kendi emeğiyle | 2 | Sıkıcı çubuk tahrik kutusu | Kendi emeğiyle |
| 3 | Destek paneli | Kendi emeğiyle | 4 | Mil yatağı | Japonya NSK |
| 5 | Diğer ayılar | İyi markalar | 6 | Vidalı | Tayvan markası |
| 7 | Ana elektrik elemanları | schneider veya siemens | 8 | Mil motoru | Çin markası |
| 9 | Besleme servo motoru | Siemens | 10 | Besleme servo sürücüsü | Siemens |
| 11 | CNC sistemi | Siemens | 12 | Pnömatik elemanlar | Japonya SMC |
10.CNC Kontrol Sistemi
Takım tezgahı SIMENS828D CNC sistemi ile donatılmıştır ve soğutma sıvısı basıncı göstergeler tarafından görüntülenir.Besleme motoru bir servo motordur ve sıkıcı çubuk kutusu motoru ithaldir.Manuel besleme, kendi kendine teşhis fonksiyonu.Durum Ekranı, Mevcut konum ekranı, program ekranı, parametre ayar ekranı, alarm ekranı, çok dilli ekran dönüşümü vb. gibi çeşitli işlevler.





